Балки двускатные предварительно напряженные БДВ 12п-12 ск-3 - типовой конструктивный элемент высокой прочности. Изделие разработано для покрытия зданий пролетами 12, 18 и 24 метра с шагом балок 6 м. Основная область применения - это промышленное строительство. Выпуск балок предварительно напряженных регламентирует Серия ПК 01-06. Элементы разработаны двускатной конструкции, армированные стальной проволокой. Применение балок, армированных проволокой, в условиях агрессивной среды не рекомендуется.
1.Расшифровка маркировки
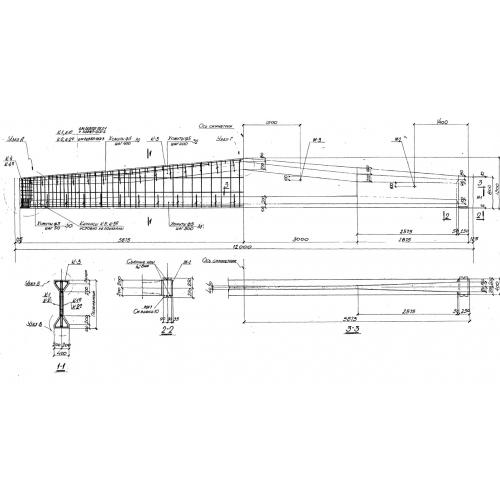
Для условного обозначения изделий разработано маркировочное обозначение. Оно состоит из букв и цифр, разделенных дефисом. По маркировке можно прочитать основные характеристики изделия. Рассмотрим подробнее на примере марки балки БДВ 12п-12 ск-3 где:
1. БДВ 12п - тип конструкции - балка двускатная, укороченная армированная напрягаемой арматурой;
2. 12 - длина пролета;
3. ск - тип армирования;
4. 3 - нагрузка.
Маркировка используется для обозначения изделия на рабочих чертежах и документах. Принято наносить маркировочные обозначения на каждое готовое изделие. Помимо маркировки на изделии проставляются штампы производителя и отдела ОТК.
2.Материалы и производство
Изготовление балок производится по стендовой технологии. Формование изделий осуществляют в вертикальном положении. Производственный процесс запроектирован в заводских условиях. Для изготовления данных конструктивных элементов применяют только качественные и проверенные материалы. За основу берется тяжелый конструктивный бетон марок 400 и 500. В качестве напрягаемой арматуры используется высокопрочная стальная проволока периодического профиля ГОСТ 8480-57. Каркасы собираются путем сваривания всех пересечений арматурных стержней. Для арматурных каркасов используется сталь периодического профиля класса 25Г2С ГОСТ 5058-57 и упрочненная холоднотянутая проволока ГОСТ 6727-53. Бетонирование балок производится непрерывно, но не более 2-х часов. Для возможности сопряжения с другими конструктивными элементами предусмотрены закладные детали. Все выступающие металлические части должны быть покрыты защитным слоем против коррозии.
Контроль балок отделом ОТК производится поштучно. При приемке изделий проверяется: прочность бетона; геометрические параметры; внешний вид; расположение и натяжение напрягаемой рабочей арматуры. Балки к заказчику должны доставляться с паспортом качества, в котором указывается:
- наименование завода-изготовителя;
- маркировка, номер партии и дату выпуска;
- отпускная прочность бетона;
- нормативный документ, по которому изготовлено изделие;
- номер контролера ОТК.
В техническом документе должна присутствовать подпись лица, отвечающего за натяжение арматуры. Так же паспорт должен быть подписан начальником отдела технического контроля.
3.Транспортировка и хранение
Хранят балки на складе готовой продукции. Изделия, которые не прошли проверку, должны храниться отдельно. Температурный режим хранения нормативный документ не предусматривает. Балки следует хранить рассортированные по маркам и выпущенным партиям. Конструкции складируют в вертикальном положении с обязательной опорой на инвентарные изделия. При транспортировании изделия должны быть надежно зафиксированы, чтобы исключить их непроизвольное поперечное или продольное смещение. Подъем балок производится за отверстия расположенные под верхними полками. Комплекс погрузочно-разгрузочных работ производить с соблюдением техники безопасности и технологических правил.