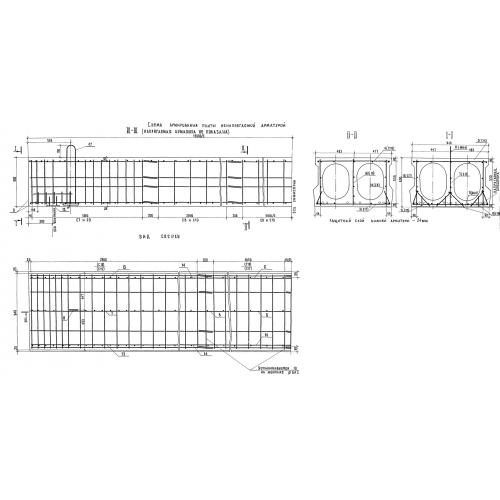
Плита пустотная П 12 V � железобетонный элемент сборных пролетных строений для путепроводов на городских и автомобильных дорогах. Плита имеет пустотную конструкцию с четырьмя гранями. При помощи таких плит формируют плоскость для переезда автомобилей. Между собой плиты объединяют шпоночным соединением из бетона марки М400. В поперечном направлении конструкции закрепляются упорами, находящимися на каждом ригеле опоры. Плита пустотная высокопрочное изделие, прочность обусловлена армированием предварительно напряженной арматурой. Рабочие чертежи, конструктивные особенности изделий, содержит Серия 3.503-12.
Расшифровка маркировки
Разработано маркировочное обозначение изделия, по которому можно распознать основные характеристики плиты. Рассмотрим маркировку П 12 V где:
1. П � буквенное обозначение пустотной плиты;
2. 12� длина плиты, в м.;
3. V � класс арматурной стали.
Перед поставкой плит заказчику, на каждое изделие следует наносить маркировочные обозначения.
Материалы и производство
Плиты пролетного строения производят из тяжелого конструкционного бетона марки 400, приготовленного по группе А в соответствии с СН 365-67 п.1.13. По показателям морозостойкости выбирается марка бетона не ниже Мрз 300. Плотность бетона нижней полки и стенок плиты должна составлять 50-90 сек, для верхней полки 90-150 сек по техническому вискозиметру. Для приготовления бетонной смеси берутся материалы соответствующие действующим техническим стандартам: цемент � портландцементы должны отвечать требованиям ГОСТа 10178-76 (62*), песок из твердых и плотных каменистых пород крупностью не менее 2.1, щебень из горных пород прочностью не меньше чем 1000 кг/ см2, вода с содержанием РН не больше 4. В качестве рабочей напрягаемой арматуры используется горячекатаная арматурная сталь периодического профиля класса по ГОСТ 5781-75. Ненапрягаемая арматура принята горячекатаная сталь класса AI, AII по ГОСТ 5781-75. В конструкции крайних плит, к которым планируется присоединение тротуара, устанавливаются закладные детали. Процесс производства плит происходит по поточной агрегатной технологии. Извлечение устройств, которые устанавливают для образования пустот, происходит из свежеотформованного бетона. Термообработка бетона выполняется согласно ТУ 35-937-74. Металлические части изделия следует обрабатывать антикоррозийным покрытием.
Выпущенные изделия проверяют на качество. Только прочное и качественное изделие может справиться с предполагаемыми нагрузками, обеспечить безопасность передвижения через мост, а также обеспечить долговечность объекта. Изделие испытываются на прочность, жесткость и трещиностойкость. Замеряются геометрические параметры. Проверяется фактическое соответствие изделия рабочим чертежам. К заказчику поставляют изделия, с подтверждённым техническим документом, качеством.
Транспортировка и хранение
Складирование плит происходит на складах готовой продукции или площадках с твердой и выровненной поверхностью. При хранении плиты укладываю в горизонтальное положение. Подъем изделий производить путем захвата монтажных петель, захватные приспособление должны обеспечивать равномерные усилия в подъемных петлях. Не допускается опирание плит при перевозке и монтаже с созданием консолей, размеры которых превышают установленные проектом. При всех работах необходимо соблюдать технику безопасности.